
Optical sensors
Wide range of optoelectronic sensors for standard and special applications
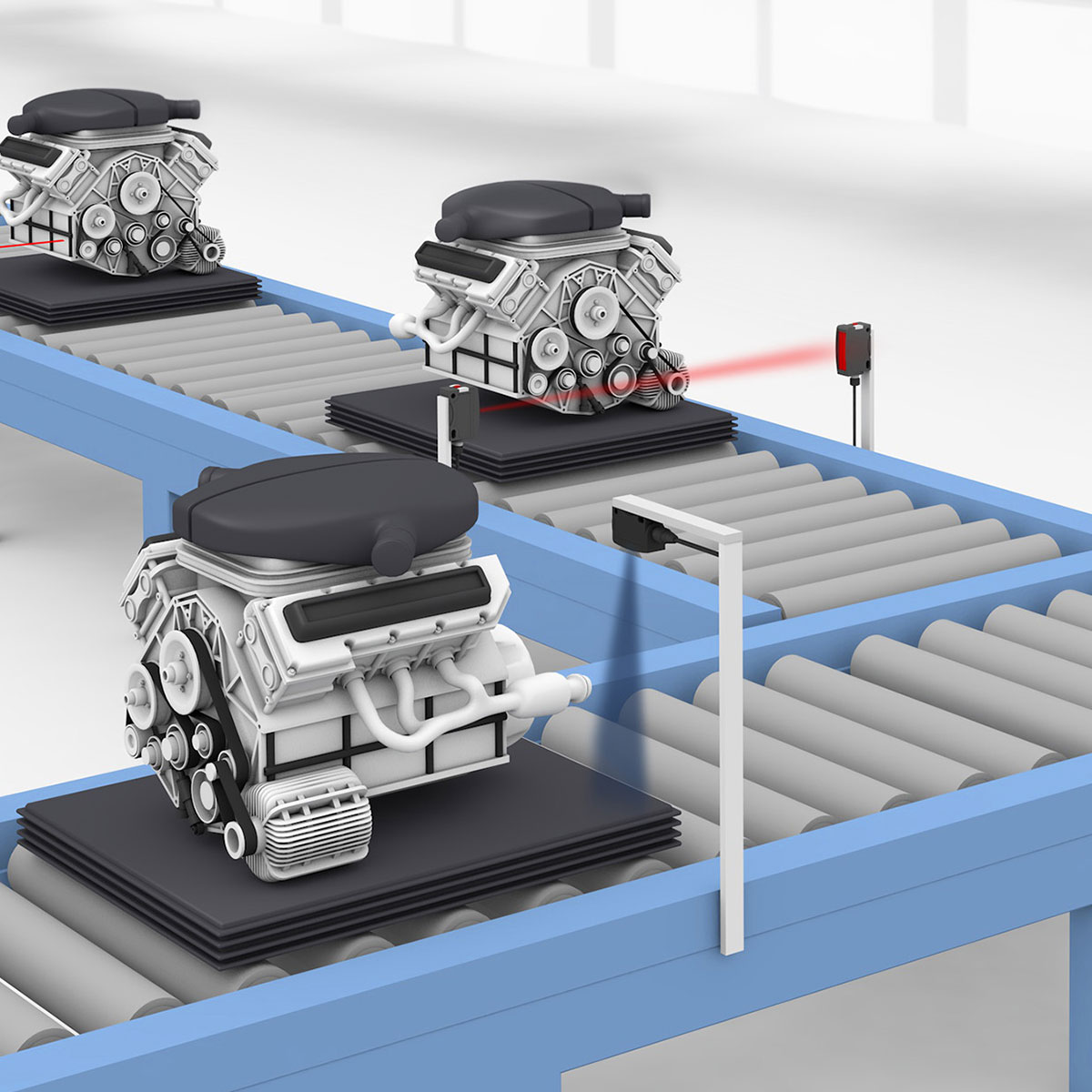
Precise object detection with optical sensors
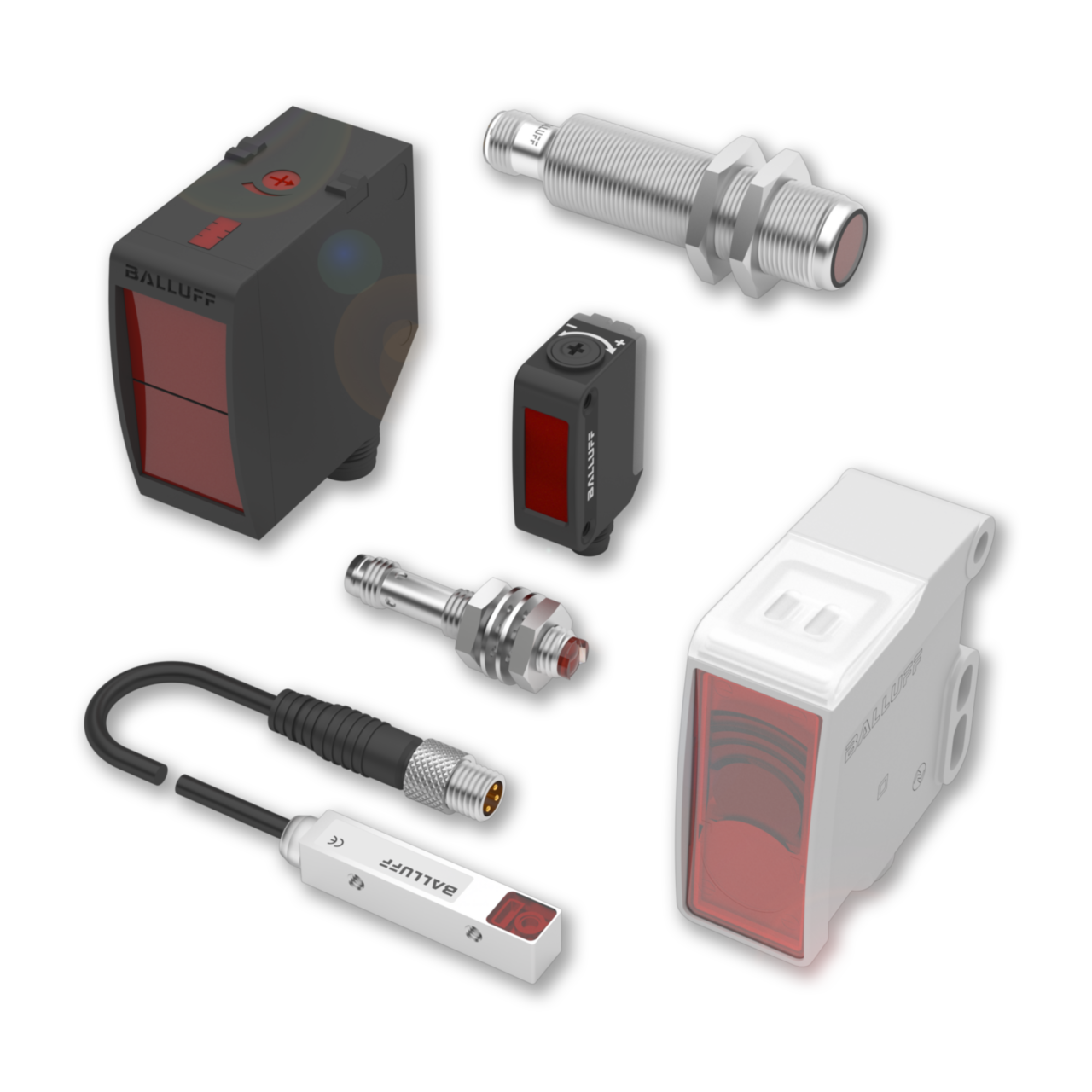
Optical sensors reliably detect the presence of objects and check their shape, color, distance or thickness with high accuracy. Compared to inductive or capacitive proximity switches, optical sensors have a significantly larger detection range. Different surface textures, sizes and colors of objects also require different functional principles and designs.
Our extensive portfolio of optical sensors

Diffuse sensors

Retroreflective sensors
Through-beam sensors
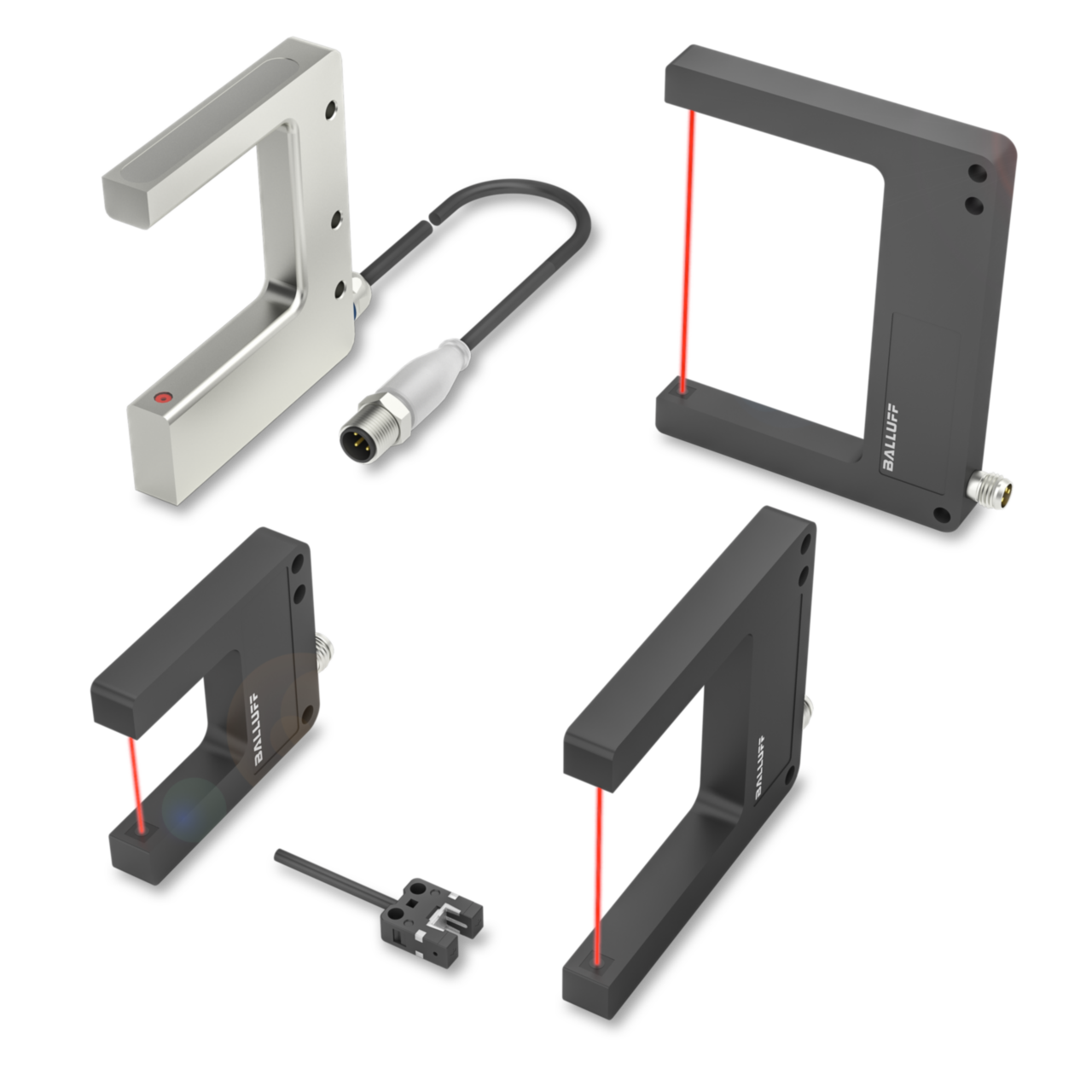
Fork sensors and angle sensors

Optical windows

Light bands and light grids

Color sensors
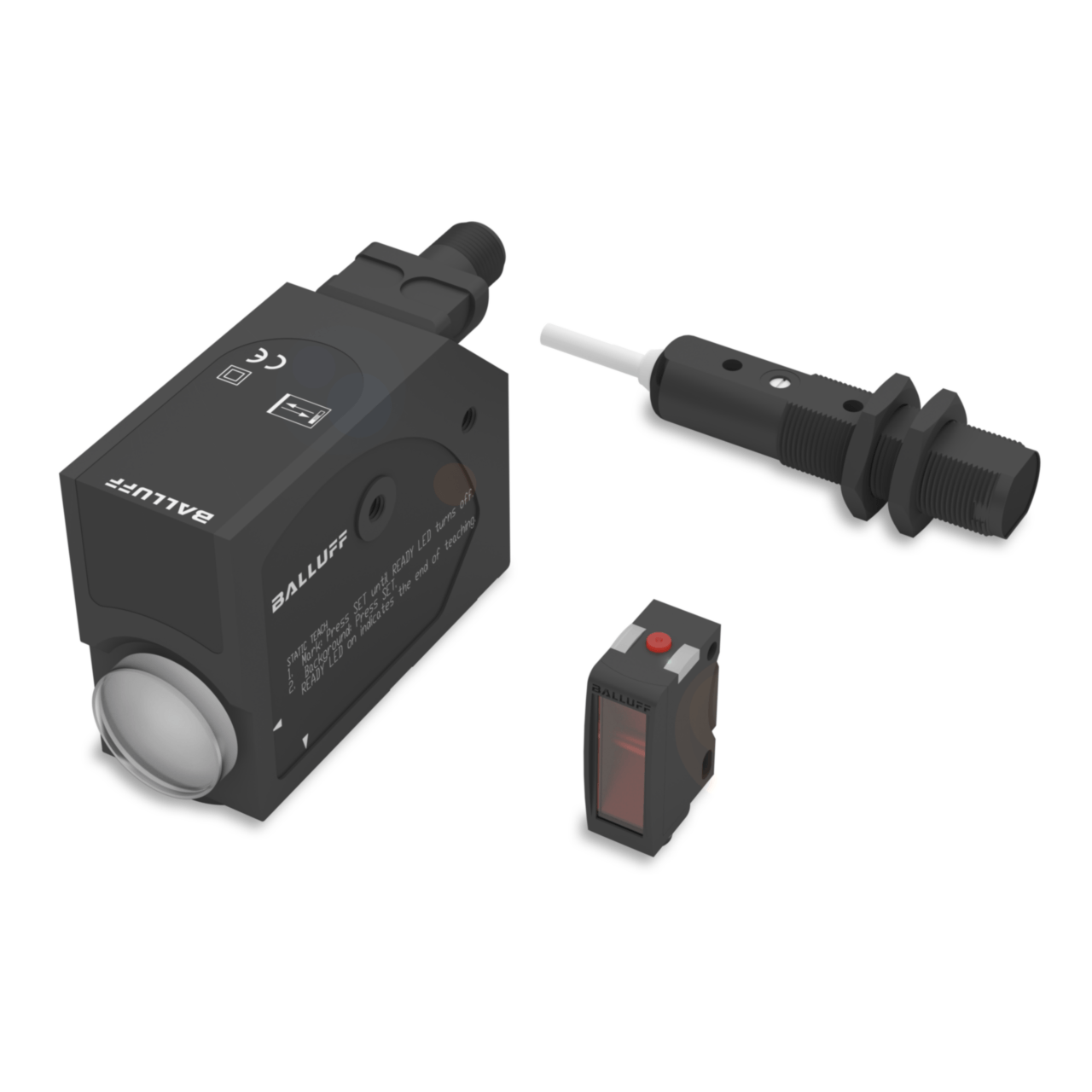
Contrast sensors

Luminescence sensors

Fiber optic sensors

Micromote - optical sensor heads
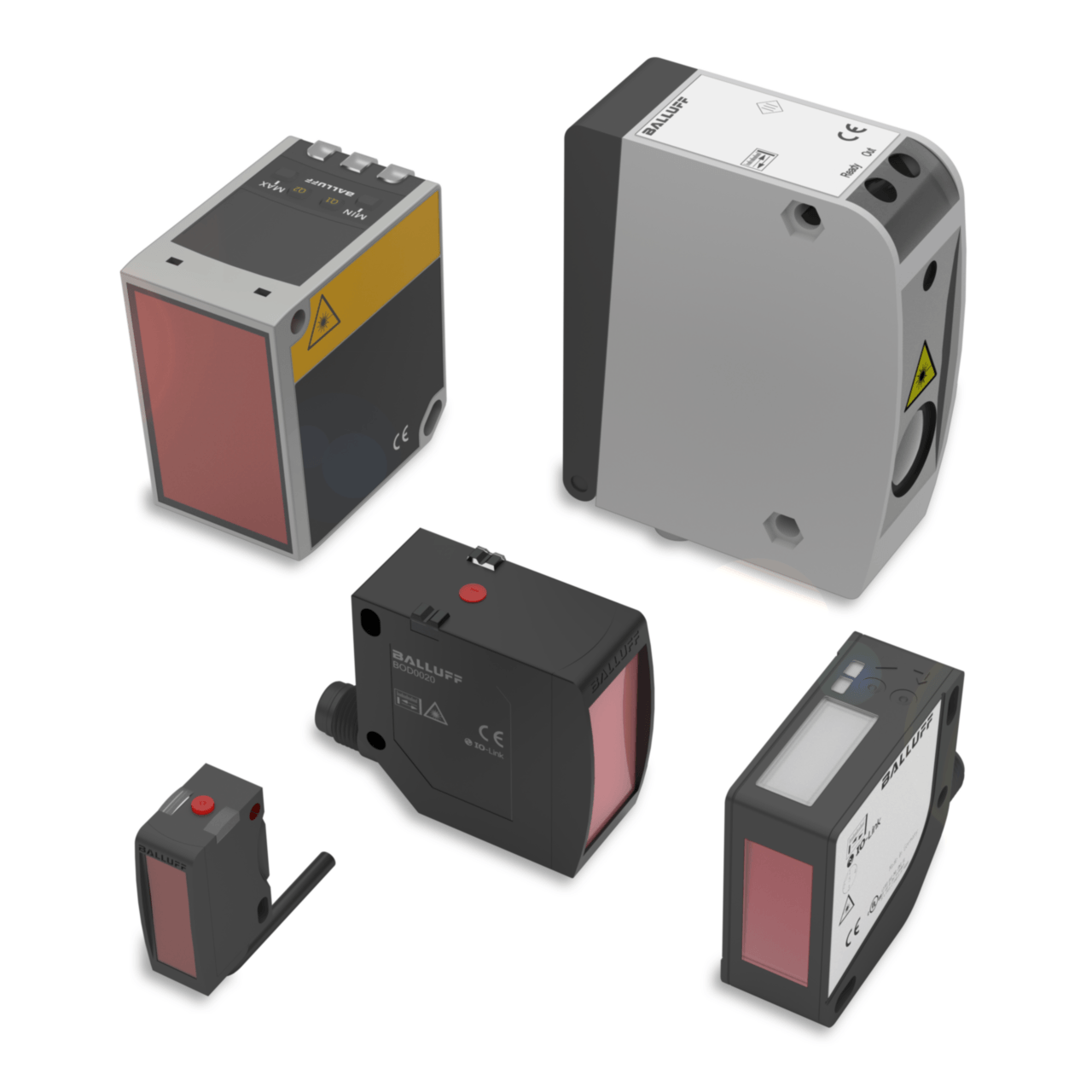
Photoelectric distance sensors
Flexible and reliable solutions for demanding environments
We offer optical sensors with all types of light, from red light and blue light to infrared and laser technology. We also offer variants for different ranges, both with and without background suppression. Numerous designs also guarantee maximum flexibility to cover your applications.
Our optoelectronic sensors are perfectly matched to the requirements of automation, robotics, assembly and handling. We also offer reliable and robust versions for adverse environmental conditions. Our optoelectronic mini sensors, color sensors, light bands and contrast scanners, for example, are available for other special applications.
Product guide for object detection
Tell us what your requirements are and we will tell you which product you need!Application examples
Application examples from various industrial sectors illustrate the wide range of uses for optoelectronic sensors. They are used for object detection, position and distance detection, presence monitoring and in quality and process monitoring tasks. This enables a wide range of requirements in industrial automation to be covered reliably and precisely.
-
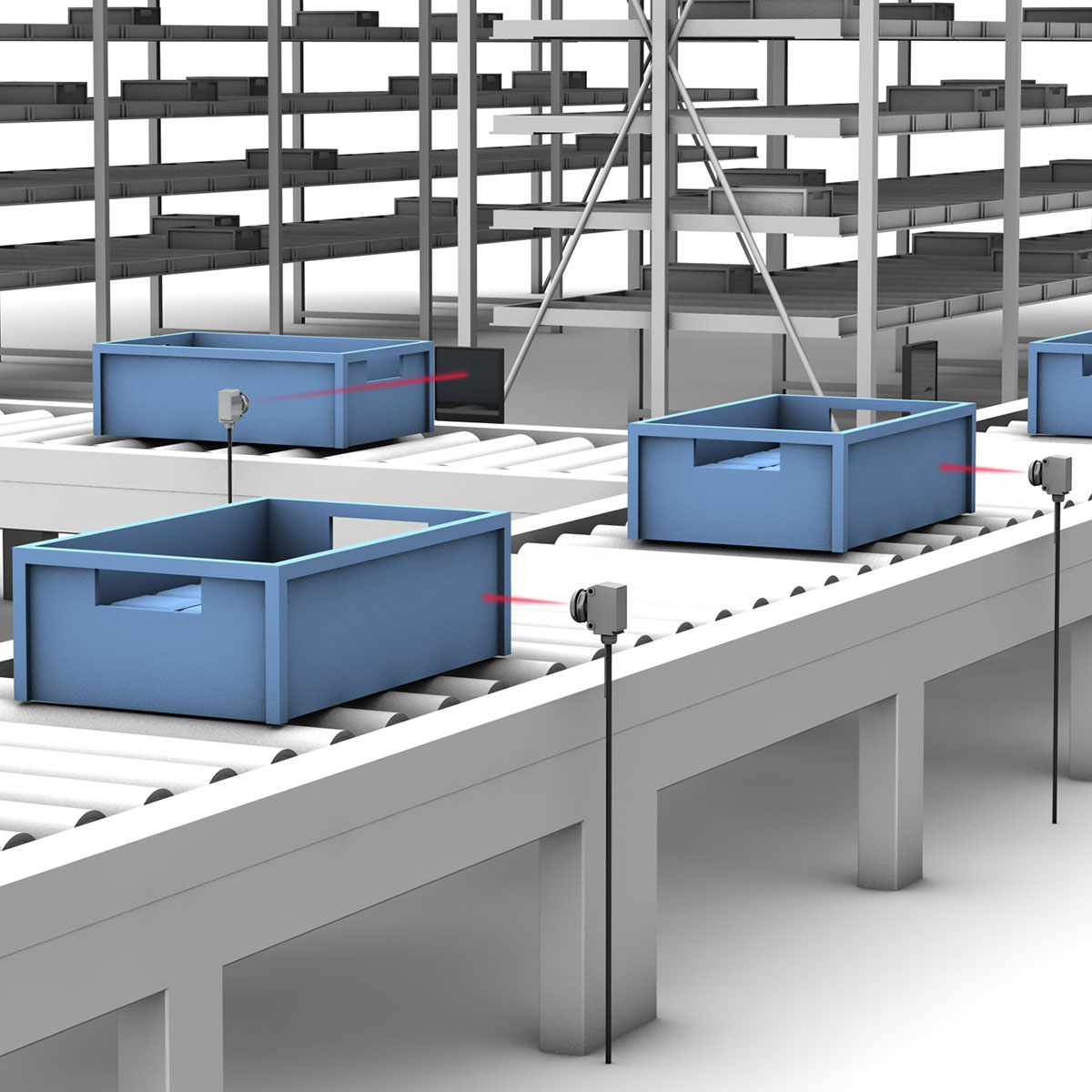
Intralogistics: controlling shuttle systems
-
Automotive industry: Carefully determining the color nuances of textiles
-
Energy generation: monitoring conveyor belts
-
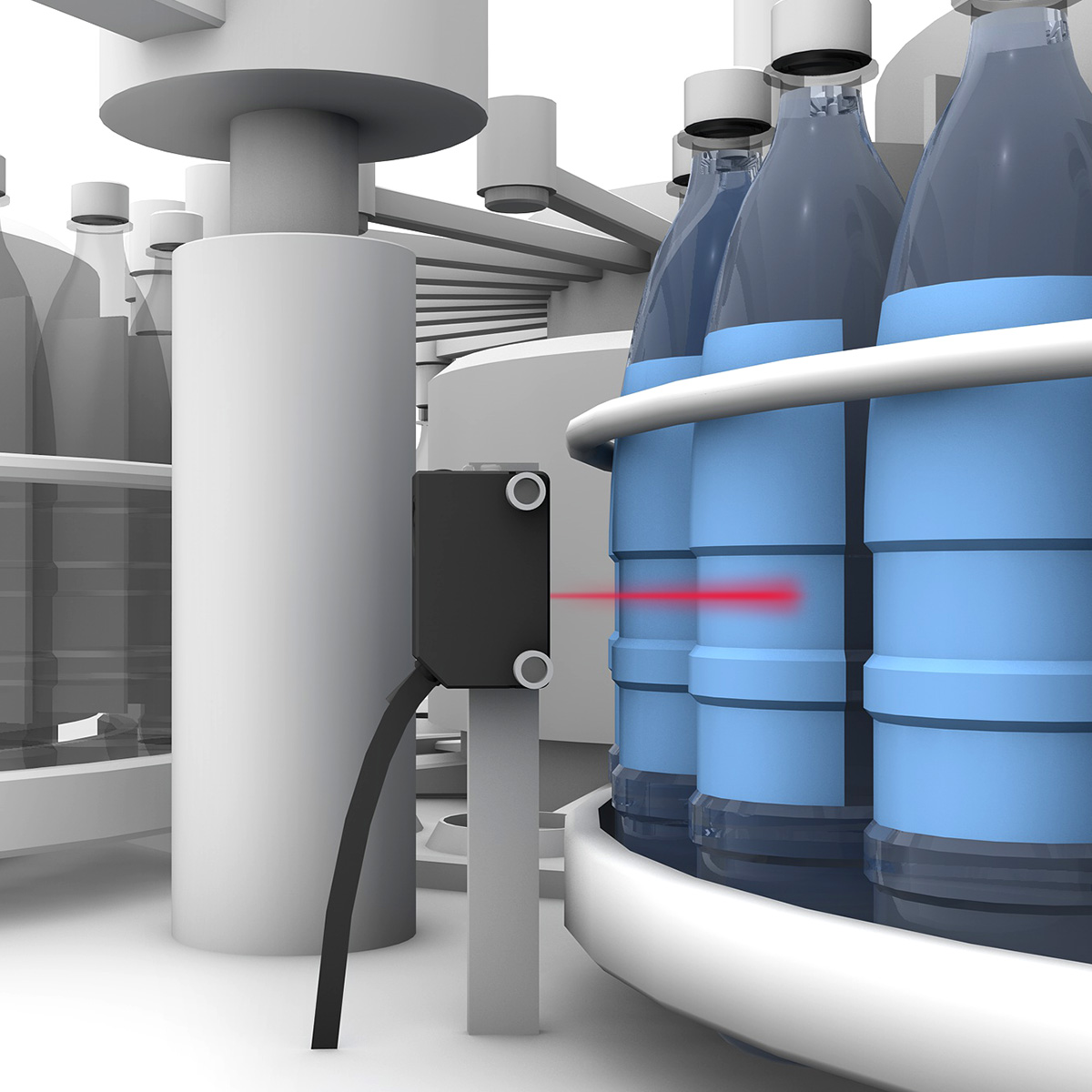
Packaging, food, beverages, pharmaceuticals and cosmetics: Transparent film detection
-
Steel and metallurgical industry: Additional sensor protection in the event of system downtime
-
Semiconductor industry: Check wafer presence on end effector
-
Battery industry: Reliable object identification in the battery warehouse
New products in focus
Discover our new products for simpler and more efficient automation.
Expertise and advice - contact us
Our team of experts is here to help and advise you. If you are unsure which sensor is best suited to your requirements, we will be happy to help you.You may also be interested in these topics
Here you will find further exciting content, related topics and helpful information that may be of interest to you.

Downloads
-
Technical catalog – products for efficient automation
-
Micromote – high optical performance in the smallest space